歡迎來(lái)到淄博鼎昌信隆塑膠科技有限公司官方網(wǎng)站!


淄博鼎昌信隆塑膠科技有限公司
聯(lián)系人:石經(jīng)理
手機(jī):18815335818
電話:18815335818
傳真:0533-3984111
網(wǎng)址:dc32.cn
郵箱:18815335818@139.com
地址:淄博高新區(qū)民安路37號(hào)
水是人命之源1.檢查
施工前應(yīng)付管材、管件進(jìn)行檢查,是否符合準(zhǔn)則要求,如外表、尺寸、及其余要求,不符合要求的一列不許投入到運(yùn)用中。
2.下料
由于管道的轉(zhuǎn)彎、開(kāi)三通與變徑時(shí),需求待定的長(zhǎng)度,根據(jù)所需圖紙?jiān)O(shè)計(jì)的長(zhǎng)度尺寸,將管材截?cái)唷9荛L(zhǎng)應(yīng)研究管件的承插深度、管口打磨余量(切割平坦的可不予研究)
3.封口
切割管材端口運(yùn)用PE焊條用焊槍進(jìn)行手工塑料熱堆焊將鋼絲掩蓋,焊條應(yīng)盡量光滑,端面嚴(yán)禁鋼絲體現(xiàn)。冷卻后將翻邊打磨,免得影響安裝。
4.去氧化層
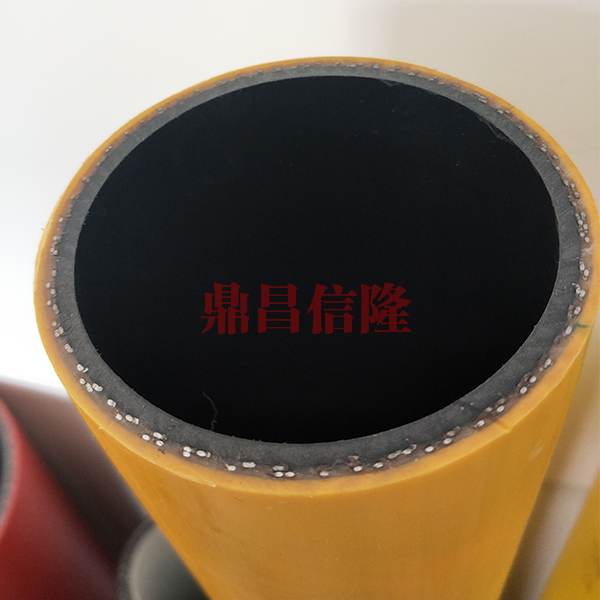
為了升高熔接功能,管材的熔接面需去氧化層,選用千葉片打磨處理,去氧化層時(shí)應(yīng)平均打磨悉數(shù)周邊,面面俱到,不應(yīng)許漏刮,刮削長(zhǎng)度大于管件承插深度30mm。dn110下面口徑的管材對(duì)照好選用玻璃片削刮。
管件內(nèi)壁同樣的需做干凈處理,小口徑的選用酒精擦洗,大口徑的可選用刮去表皮處理,由于管件內(nèi)壁布有銅絲,也可選用軟磨片電磨,防止磨到加熱絲。
5.酒精(丙酮)擦洗
打磨后要用帶酒精(95度以上)或丙酮的干凈抹布或棉紗做好內(nèi)外管材、管件表面的干凈,使熔接面不許有泥、油、及其它臟物。抹布或棉紗在運(yùn)用過(guò)程中弄臟時(shí),一定要趕緊用凈水洗干凈。
6.涼干
組裝時(shí)要保證管件、管材端口干燥,不充許有水珠進(jìn)行配備。如未涼干,焊接時(shí)易發(fā)生氣泡,影響熔接面的粘合。
7.做標(biāo)記
在管材端口做好管件的承插深度標(biāo)記,標(biāo)記尺寸等于管件承插深度,確保管材承插到位,保證熔接品質(zhì)。如承插不到位,加熱部分露空,融熔接面積減少,承壓實(shí)力大大降低,且焊接時(shí)管件內(nèi)將會(huì)塑料熔塌,形成管件焊穿。做標(biāo)記時(shí),標(biāo)記一定顯然、清楚。
8.安裝緊繩器
De160-De355口徑在正常安裝時(shí)選用1套緊繩器,用在管件的正上方,緊繩器的作用:一、起拉緊承插作用,焊接時(shí)不容易外移,二、起扶正管件與管材的配合間隙作用。De400以上口徑在正常安裝時(shí)選用2套緊繩器,用在管件的水平兩旁,控制對(duì)稱。任何口徑管件安裝時(shí)肯定要保證管件處呈水平直線。獨(dú)特狀況的管件可增添快繩器不變。
9.承插到位
承插時(shí)先將管件套在管材的一端,稍緊時(shí)選用錘子悄悄敲打而進(jìn)。另一頭,De50?De250口徑的選用錘子敲打管材末尾以使承插到
位。De315以上大口徑管材選用手搖葫蘆(拉緊器)輔助承插到位。承插時(shí)標(biāo)記恰巧外露管件邊緣,不充許有過(guò)插、承插不到位、管件不居中等現(xiàn)象。
10.調(diào)節(jié)
安裝完后,將管件與管材連接處調(diào)節(jié)到同一個(gè)同心度、水平度,管件處不能出現(xiàn)要緊的V字型,通常角度不超出15度。
11.管件編號(hào)
為了管制品質(zhì)的追蹤,義務(wù)落實(shí)到人,裝好一個(gè)管件要對(duì)該管件進(jìn)行編號(hào),號(hào)碼由監(jiān)理公司統(tǒng)一制訂。
12.焊接
管材與管材的連接是經(jīng)過(guò)管件以電熔的方法進(jìn)行熔接的,熔接要根據(jù)熔接道理做好焊機(jī)的操縱。
13.冷卻
焊接完后在冷卻過(guò)程中要讓接頭處于天然形態(tài),且應(yīng)保證冷卻過(guò)程中不受任何外力作用,不得移動(dòng)、轉(zhuǎn)動(dòng)接頭部位及兩旁管道。冷卻時(shí)光應(yīng)根據(jù)氣候條件、管件大小等肯定。通常需求24小時(shí)冷卻時(shí)光。